16-клапанники 2008 года
16-клапанники 2008 года
Момент затяжки гбц ваз-2112 16 клапанов: схема, усилие Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника
Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других. Давайте же знакомиться с их начинкой
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
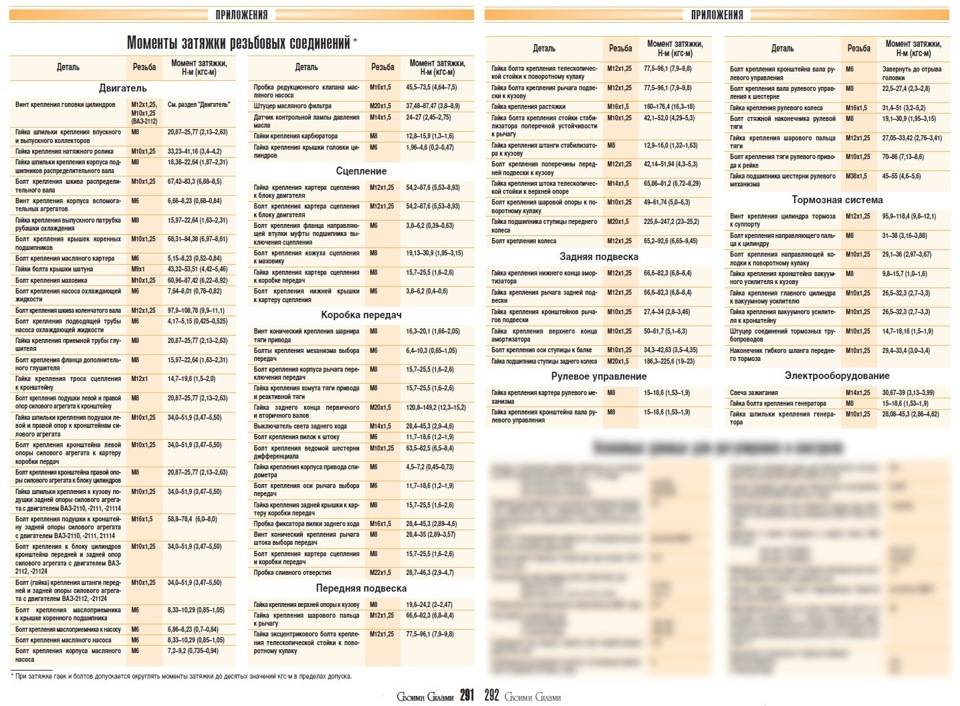
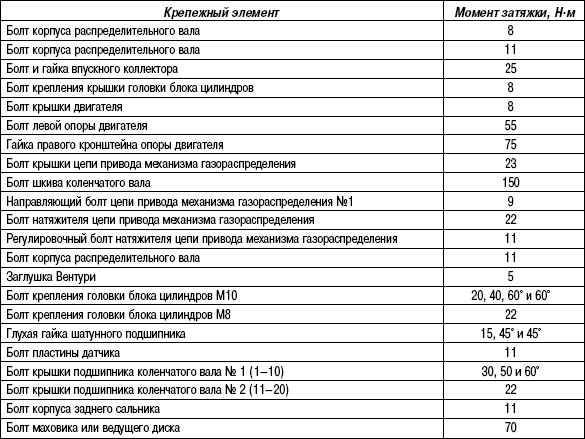
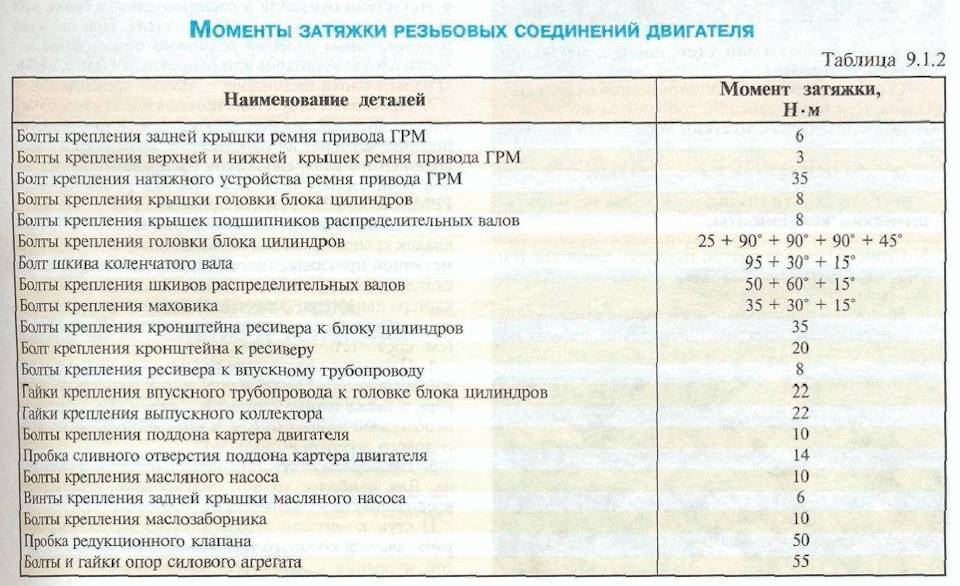
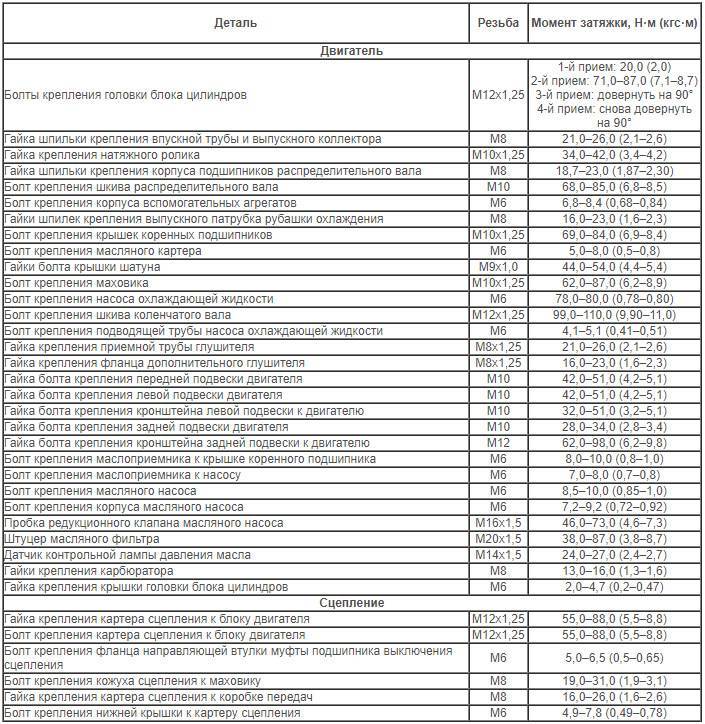
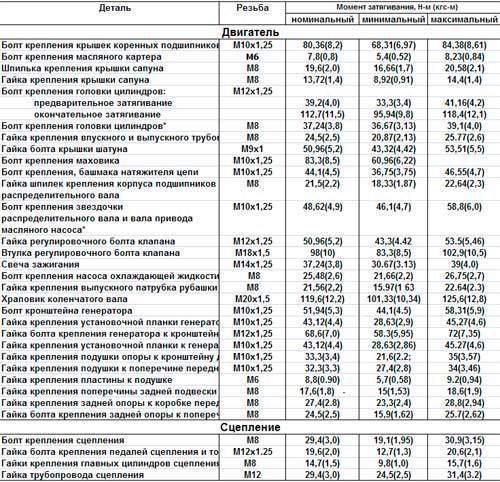
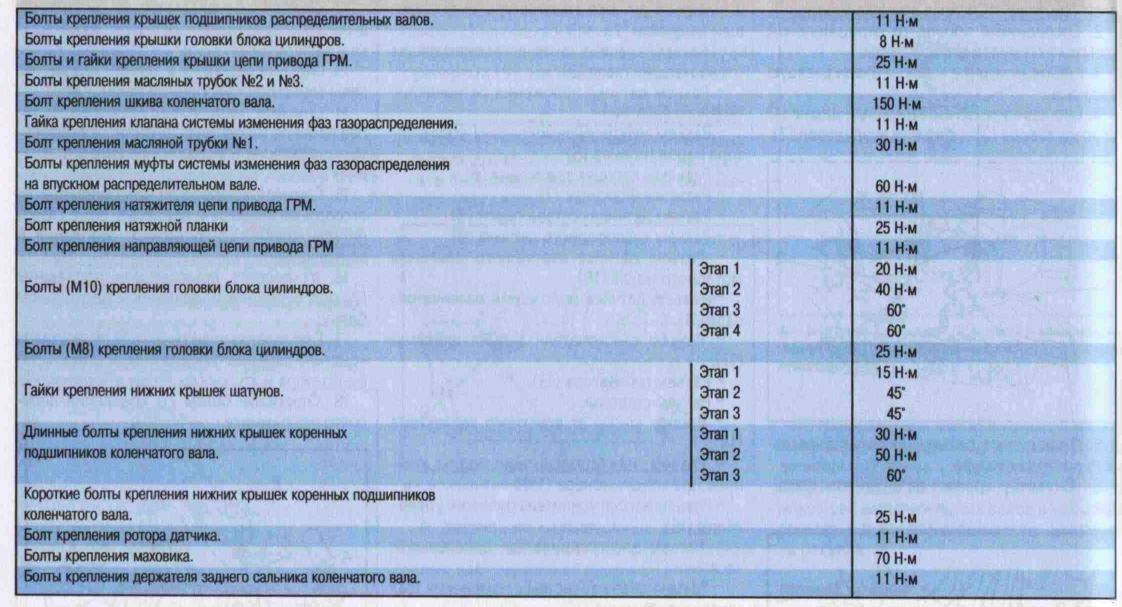
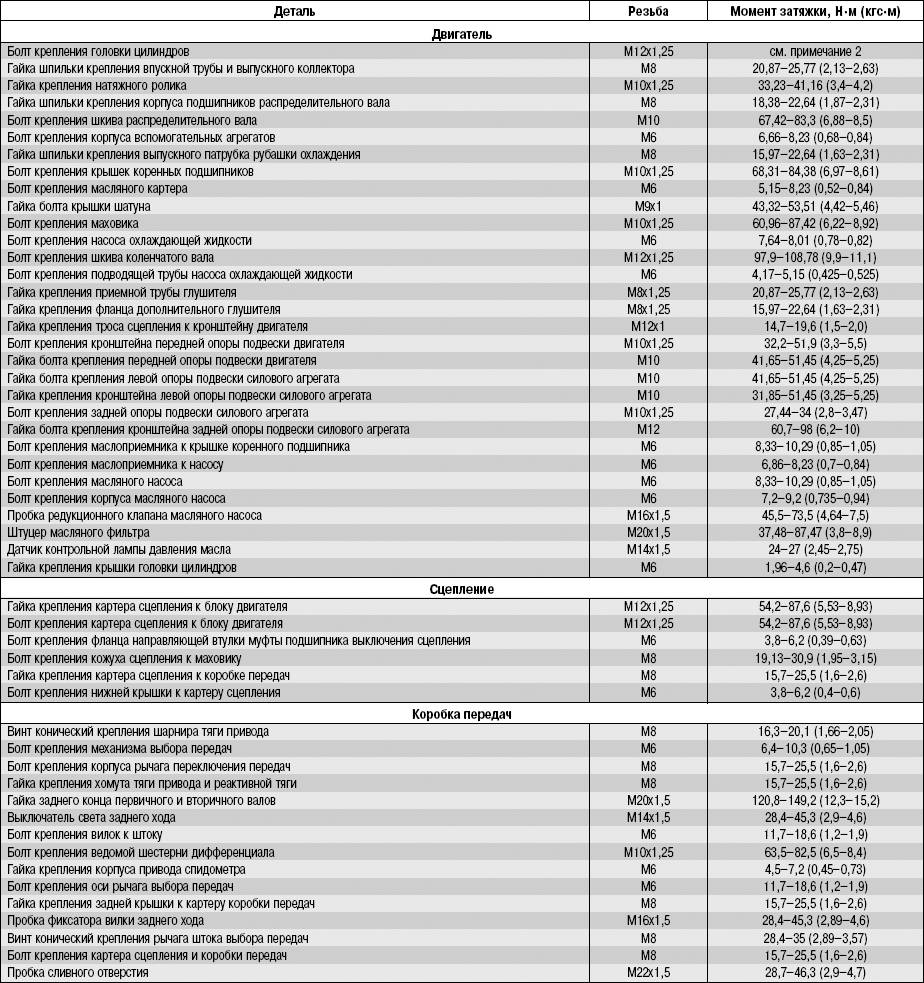
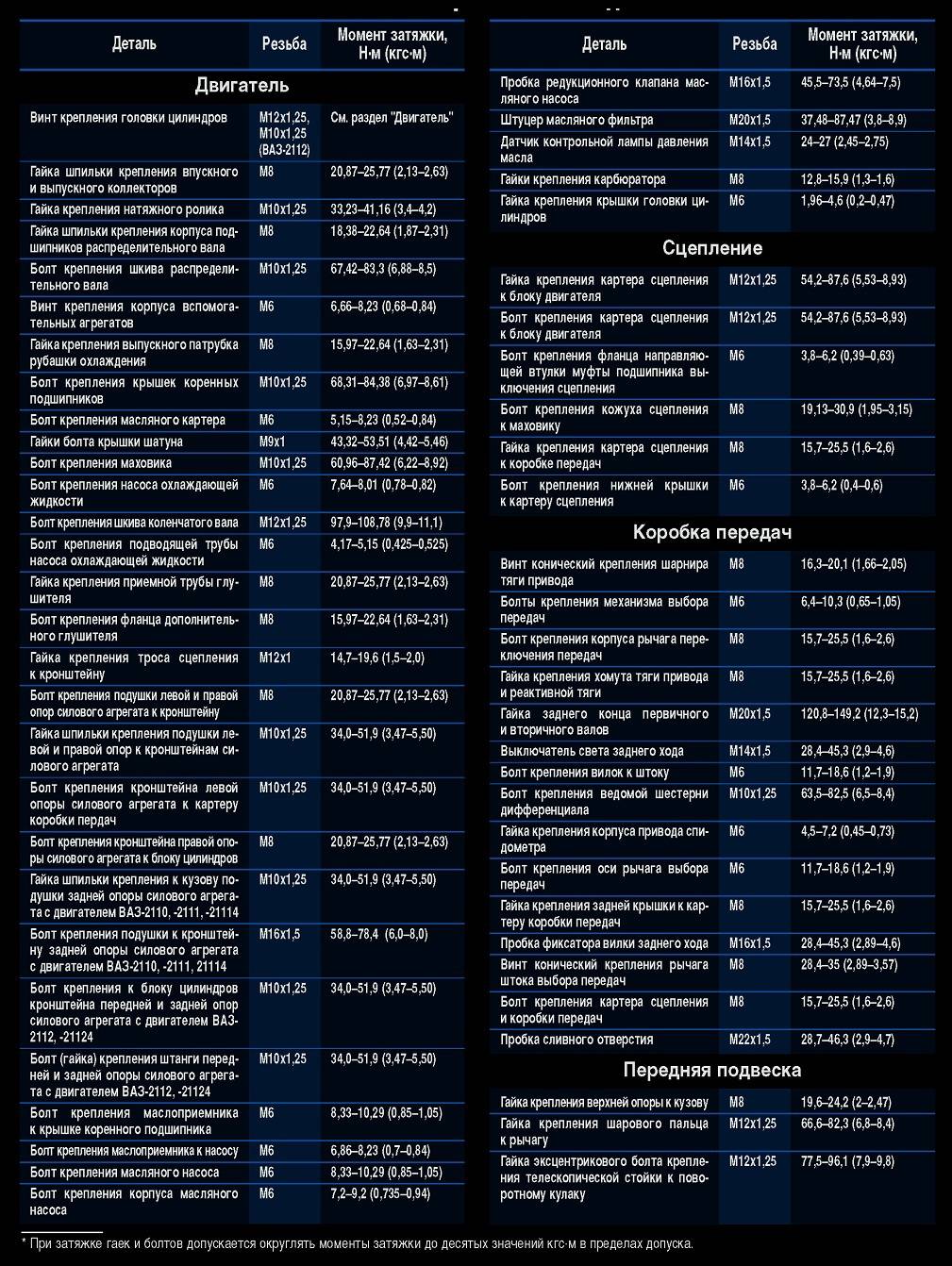
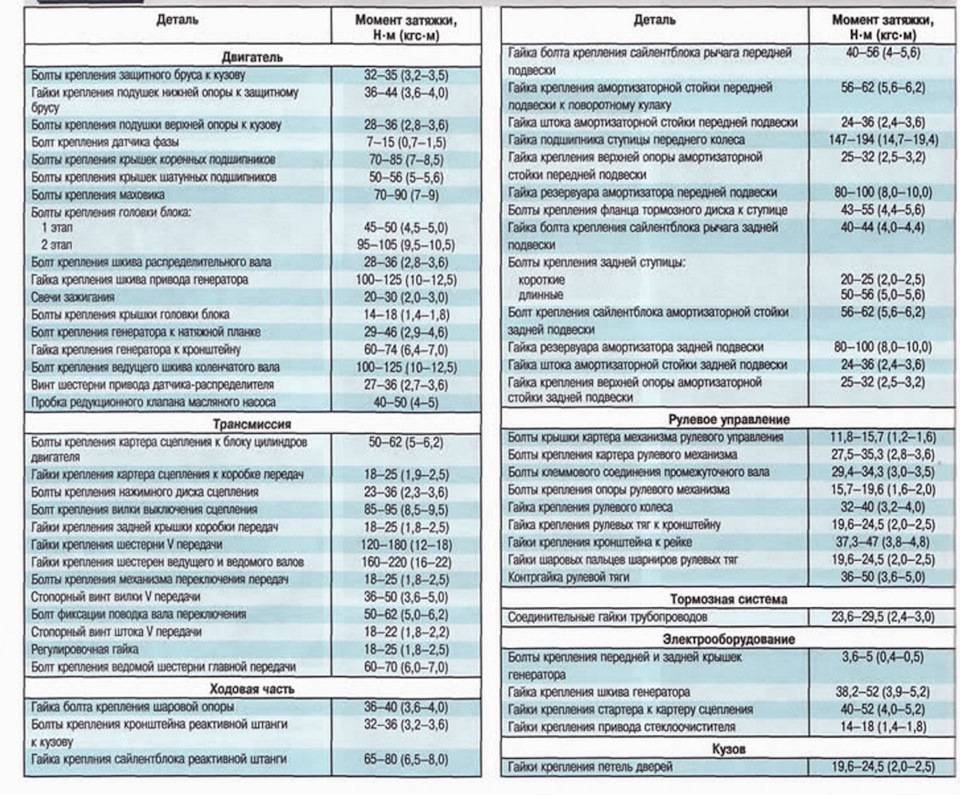
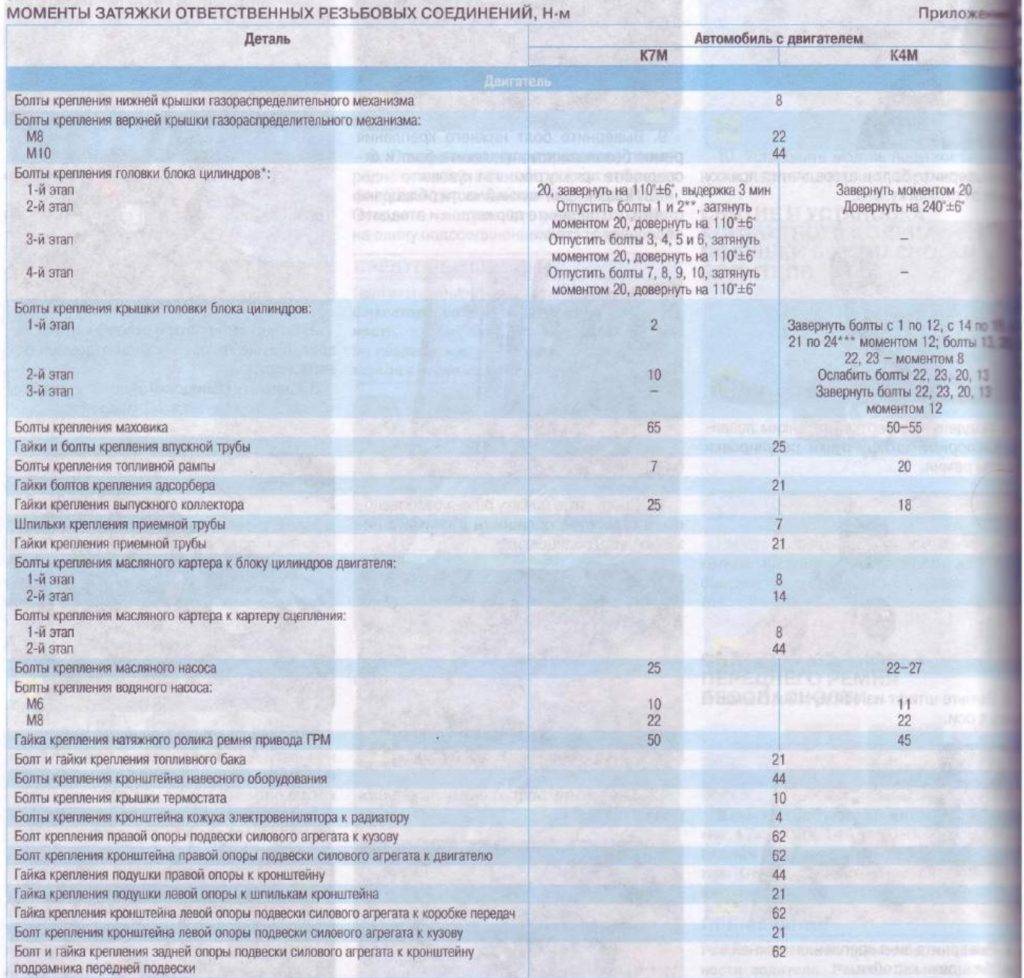
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Самодельный динамометрический ключ (на крайний случай)

Самоделка. Он примерно так и устроен, только «фиг» затянешь нормально с такой приспособой!
На крайний случай можно использовать и такой инструмент, который можно собрать своими руками.
Сборка двигателя ваз 2110
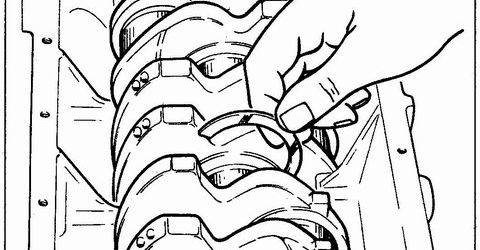
Сборку двигателя на автомобиле ваз 2110 производите следующим образом. Установите на стенд чистый блок цилиндров и заверните в блок цилиндров отсутствующие шпильки. Установите кронштейн крепления генератора и закрепите его двумя болтами. Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта сальники коленчатого вала устанавливайте новые. Установите в 1-е, 2-е, 4-е и 5-е гнезда блока цилиндров вкладыши с канавкой, а в 3-е гнездо блока цилиндров и в крышки коренных подшипников — вкладыши без канавки. Уложите в коренные подшипники коленчатый вал и вставьте в гнездо среднего коренного подшипника упорные полукольца (рис. 2-18).
ПредупреждениеПолукольца должны быть обращены канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой). С задней стороны от средней опоры коленчатого вала ставится металлокерамическое полукольцо (желтого цвета), а с передней стороны — сталеалюминиевое.Установите крышки коренных подшипников в соответствии с метками, которые нанесены на их наружной поверхности (рис. 2-19).

Крышки разверните таким образом, чтобы метки на каждой из них находились со стороны установки генератора. Затяните болты крепления крышек. Проверьте осевой свободный ход коленчатого вала. Для этого поверните блок цилиндров задней стороной вверх и установите на нее стойку с индикатором так, чтобы ножка индикатора упиралась во фланец коленчатого вала. Перемещая вал вверх и вниз (например, отвертками), замерьте индикатором осевой свободный ход вала (рис. 2-20).

Он должен быть в пределах 0,06-0,26 мм. Если ход больше, то приведите его в норму, заменив старые полукольца новыми или установив полукольца увеличенной толщины. Оправкой 67.7853.9571 запрессуйте в держатель (рис. 2-21)

задний сальник коленчатого вала. Наденьте держатель с сальником на оправку 67.7853.9572 и передвиньте его с оправки на фланец коленчатого вала. Установите под держатель прокладку и прикрепите его к блоку цилиндров болтами с пружинными шайбами. Установите маховик на коленчатый вал так, чтобы метка (конусообразная лунка, показана стрелкой на (рис. 2-17)
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ
Выполнять эту операцию обычными ключами не рекомендуется;
Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой;
Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно.
Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.

Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ. Выполнять эту операцию обычными ключами не рекомендуется; Болты головки необходимо тянуть плавно, рывки не допускаются
Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой; Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно. Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи
Выполнять эту операцию обычными ключами не рекомендуется; Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой; Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно. Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Установка поршней в гильзы
После установки колец можно вставлять поршня в гильзы цилиндров. Для этого стягиваеи поршневые кольца хомутом. Устанавливаем в нижнюю головку шатуна вкладыш. Таким образом, чтобы замок на вкладыше попал в углубление постели головки шатуна. Вставляем шатуны с поршнем в гильзу до упора хомута. Учитывая при этом направление поршня, и легкими ударами, желательно используя при этом деревянный брусок, осаживаем поршень в гильзу. Направляя нижнюю головку шатуна в шатунную шейку коленчатого вала. После того как шатун упёрся вкладышем в колен вал. Устанавливаем шатунный вкладыш в крышку шатуна, Одеваем крышку на шпильки. При этом обязательно нужно учитывать, чтобы вкладыши на шатуне и крышке были расположены по отношению друг к другу замок к замку.
Притягиваем крышку гайками в два этапа .Окончательную затяжку необходимо произвести при помощи динамометрического ключа с усилием 42,32-53.51 Н*м. Таким же образом устанавливаем остальные поршня. Постоянно помня о их направлении по отношению к двигателю.
Ремонт и замена ГБЦ (головки блока цилиндра) двигателя ВАЗ
Ремонт и замена ГБЦ (головки блока цилиндра) двигателя ВАЗ
В данной статье рассмотрим наиболее распространенный на сегодняшний день 16-ти клапанный 126 мотор с мощностью 98 лошадиных сил, устанавливаемый на Приору, Калину и Гранту.
Головка блоков цилиндров (ГБЦ) – один из главных механизмов надпоршневой полости, в которой осуществляются основные процессы рабочего цикла.
Представляет из себя крышку, закрывающую блок цилиндров от всех внешних негативных влияний.
Деталь сложной формы, изготовлена из алюминиевого сплава способом точечного литья, что зачастую и является камнем преткновения в связи с хрупкостью данного материала.
Подробный процесс замены головки блока цилиндров:
Первым делом, начиная ремонт в подкапотном пространстве необходимо остудить его до температуры окружающего воздуха, сбросить давление в топливной рампе и обесточить автомобиль сняв клеммы с аккумулятора. Необходимо слить охлаждающую жидкость (антифриз/тосол) Снимаем декоративный кожух, откручиваем хомуты крепления патрубка воздушного фильтра и снимаем его вместе с датчиком массового расхода воздуха. Снимаем дроссельную заслонку , не забыв снять тросик газа Отсоединяем фишки жгута проводов от катушек зажигания. Откручиваем и вынимаем катушки зажигания. Аккуратно выворачиваем свечи зажигания. Отсоединяем колодки жгута проводов от датчика аварийного падения давления масла, от датчика температуры охлаждающей жидкости и датчика распределения фаз., температуры охлаждающей жидкости на термостате. Отсоединяем шланги охлаждения системы. Выворачиваем болт прижимной пластины кронштейна крепления топливопровода к головке блока цилиндров и снимаем пластину. Откручиваем и снимаем впускной коллектор Снимаем крышку головки блока цилиндра
Прокладка крышки головки блока цилиндров на автомобиле Лада Приора меняется на новую в случае ее повреждения, когда на стыке крышки с головкой начинает течь масло или она сильно обжалась в процессе эксплуатации или в случае ремонта ГБЦ, т.е. в нашем случае её замена обязательна.
С помощью шестигранника снимаем пластиковый кожух ГРМ Ключом «на 15» ослабляем болт крепления натяжного ролика и снимаем ремень привода газораспределительного механизма. Удерживая шкивы спецключом, срываем и откручиваем все тем же ключом на 15 шкивы распределительных валов и снимаем их. Вынимаем стопорные кольца из пазов хвостовиков валов. Ключом «на 15» откручиваем и снимаем натяжной и опорный ролики. Ключом «на 10» откручиваем пять болтов крепления задней крышки ремня привода газораспределительного механизма и снимаем её Теперь открутив шестигранным ключом «на 10» болты крепления головки блока к блоку цилиндров мы можем снять головку блока цилиндров ваз для её диагностики и последующего ремонта
Хочется отметить, что болты головки блока цилиндров повторно лучше не использовать т.к. при затяжке они имеют свойство вытягиваться.
Снимаем прокладку головки блока цилиндров
От качества новой прокладки ГБЦ и ее установки зависит правильная работа двигателя. Дефекты прокладки и её неправильная установка могут привести к подтеканию масла, и в скором времени поломке двигателя.
Поэтому к замене прокладки ГБЦ стоит подходить очень серьезно и осторожно, выбирая только качественные прокладки. Сама прокладка головки блока цилиндров представляет собой высокотехнологичную и сложную деталь из пирога с каркасом из перфорированной тонколистовой стали
Основная ее задача – соединение стыков головки блока с блоком цилиндров двигателя
Основная ее задача – соединение стыков головки блока с блоком цилиндров двигателя.
Замена прокладки головки блока цилиндров Замена распредвалов Замена погнутых клапанов головки блока цилиндров, в случае обрыва ремня ГРМ Замена гидрокомпенсаторов на новые в случае их выхода из строя
Сборка ГБЦ производится в обратном порядке
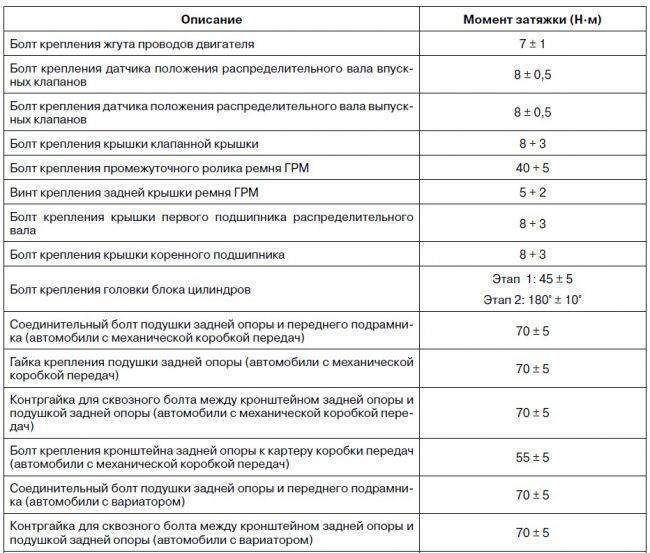
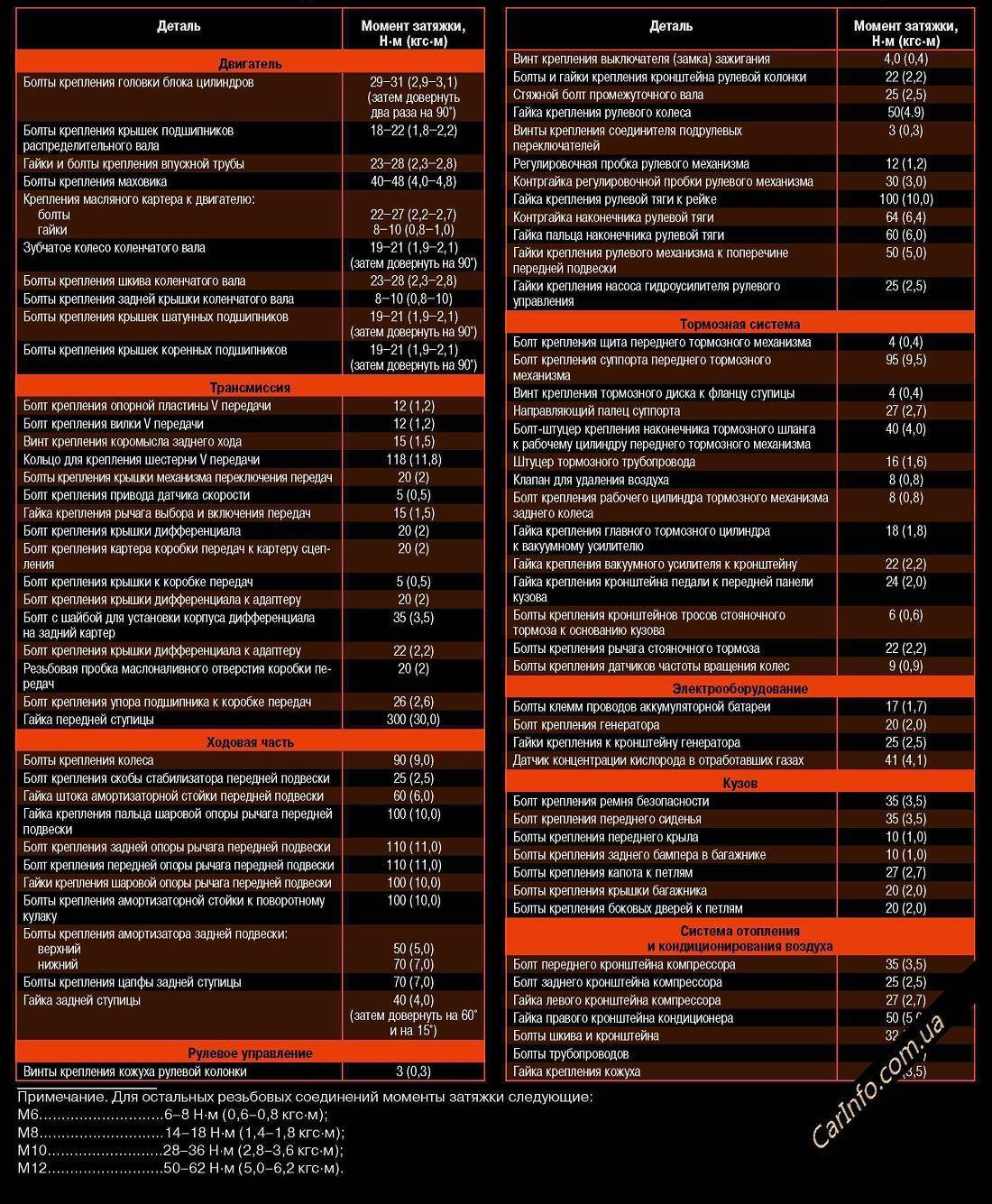
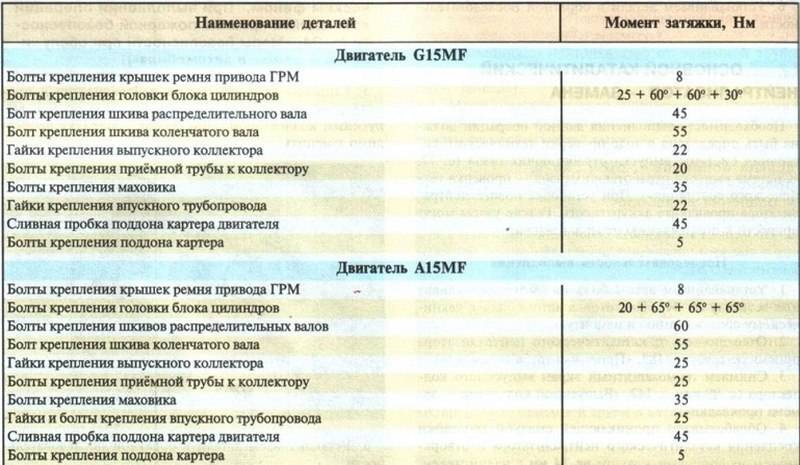
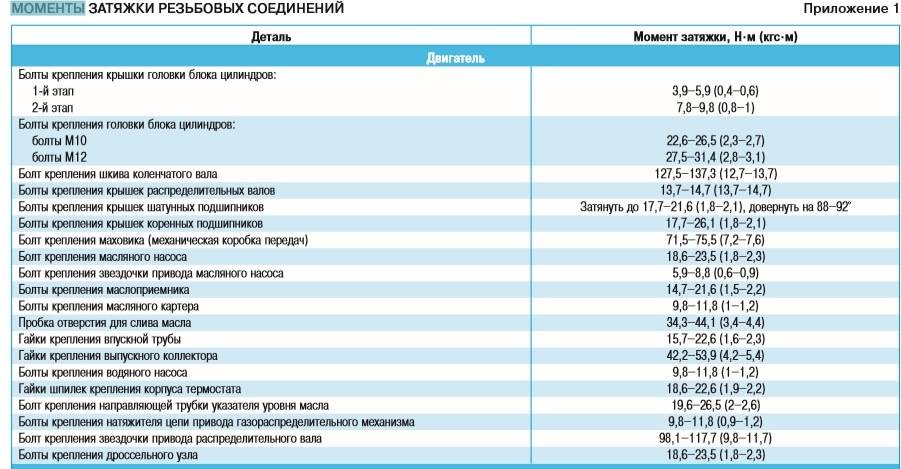
Устанавливается прокладка ГБЦ, за ней и головка ГБЦ. Болты головки блока цилиндров на 126 моторе значительно отличаются от других моделей двигателей, поэтому затяжка головки блока цилиндров производится несколько иначе, вернее меняется только момент затяжки который можно узнать в мануалах по ремонту.
Далее устанавливается крышка головки цилиндра, и остальные недостающие детали.
В случае, если повреждены масляные или водяные каналы, ремонт и замена головка блока цилиндров двигателя становится не пригодной для её ремонта. В связи с этим появляется актуальный вопрос, где же купить головку блока цилиндров, новую или бу.
Ну и на последок, кому то может помочь и видео обзор по замене головки блока целиндра своими руками!
Цена новой головки блока цилиндра колеблется от 15 до 20 тысяч рублей, за бу ГБЦ попросят же выложить 6-12 тысяч.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
- Заливка масла в крепежные отверстия для смазки резьбы (жидкость несжимаема, поэтому залитое масло не даст нормально затянуть головку);
- Перетяжка (превышение усилий при затягивании приводит к повреждениям ГБЦ и самих крепежных элементов);
- Применение поврежденных или несоответствующих ключей (возможен срыв граней головок болтов, после чего нормально затянуть или выкрутить их будет проблематично);
- Использование на замену неподходящих болтов (крепежи с разных двигателей могут отличаться по длине, межвитковому расстоянию резьбы, высотой и диаметром головки);
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
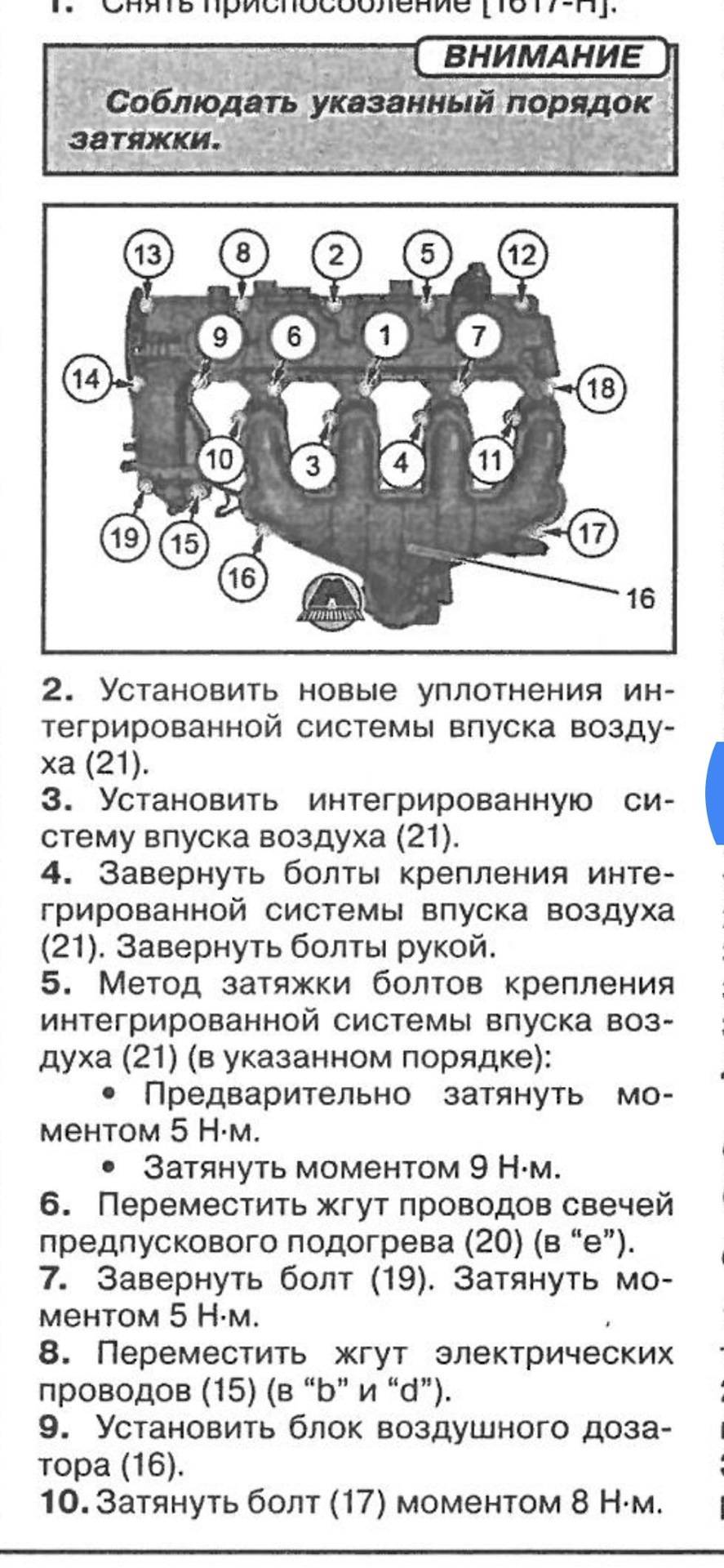
Порядок затяжки болтов ГБЦ ВАЗ 2112 16 клапанов

Эталонная последовательность действий.
- Полностью обезжирить плоские поверхности блока и головы, дать просохнуть.
- Удалить из гнезд болтов весь мусор, пыль. Если внутри останется мусор – закрутить шпильки до конца не получится – это чревато облизыванием витков резьбы.
- Откалибровать направляющие и установить новый уплотнитель. Применяется только металлическая прокладка, категорически недопустимо использование герметиков, клеев, масел.
- Подготовить ГБЦ к стыковке, предварительно установить и смазать все узлы.
- Посадить головку на прокладку и опустить в посадочные места шпильки, предварительно смочив их тонким слоем автомасла.
- Закрутить болты в последовательности указанной на рисунке с усилием 20 Н/м. (это первый круг)
- Далее провернуть элементы на 90 градусов и оставить в покое на 3 минуты.
- По аналогии повторить пункт №7.
После этого можно продолжить сборку мотора в штатном режиме.
Снятие распределительных валов и замена гидротолкателей клапанов
Работу проводим для замены распределительных валов и гидротолкателей клапанов. Снимаем пластмассовую крышку двигателя. Крестообразной отверткой ослабляем затяжку хомута крепления шланга основного контура вентиляции картера… …и снимаем шланг со штуцера крышки головки блока цилиндров. Снимаем впускной трубопровод (см. «Снятие впускного трубопровода») и закрываем каналы в головке блока цилиндров ветошью, чтобы исключить возможность попадания в двигатель предметов. Снимаем катушки зажигания (см. «Проверка состояния и замена свечей зажигания»). Крестообразной отверткой ослабляем хомут крепления шланга контура холостого хода вентиляции картера…
…и снимаем шланг со штуцера крышки головки блока цилиндров.
Головкой «на 10» отворачиваем болт крепления кронштейна колодок жгута проводов системы управления двигателем… …и отводим кронштейн с колодками от крышки головки блока цилиндров. Сжав пассатижами лепестки пластмассового держателя жгута проводов системы управления двигателем…
…вынимаем держатель жгута проводов из кронштейна, закрепленного на крышке головки блока цилиндров. Головкой «на 8» отворачиваем 15 болтов крепления крышки головки блока цилиндров.
Расположение болтов крепления крышки головки блока цилиндров Крышка установлена на герметике, поэтому…
…отверткой поддеваем крышку за прилив…
…и снимаем ее. Для проверки исправности гидротолкателя…
…отверткой нажимаем на гидротолкатель (при проверке соответствующий гидротолкателю кулачок распределительного вала должен быть обращен к толкателю «затылком», то есть не давить на толкатель). В нормальном состоянии гидротолкатель должен перемещаться в гнезде головки блока цилиндров со значительным усилием, сжимая пружину клапана. Если же прожимается сам гидротолкатель при небольшом усилии, то его необходимо заменить. Аналогично проверяем другие гидротолкатели. Снимаем зубчатые шкивы распределительных валов (см. «Замена сальников распределительных валов»). Отсоединяем колодку провода от датчика сигнализатора недостаточного (аварийного) давления масла в двигателе (см. «Снятие датчика сигнализатора недостаточного давления масла»). Головкой «на 8» отворачиваем 20 болтов крепления корпуса подшипников распределительных валов.

Расположение болтов крепления корпуса подшипников распределительных валов
Снимаем корпус подшипников распределительных валов (А — центрирующие штифты корпуса). Для того чтобы вынуть распределительные валы из опор в головке блока цилиндров, можно не снимать заднюю крышку ремня привода ГРМ, а только отвернуть три верхних болта крепления крышки (см. «Снятие насоса охлаждающей жидкости»). Отжав заднюю крышку ремня привода ГРМ…
…вынимаем распределительные валы с сальниками.
Для отличия валов на распределительном валу впускных клапанов около его первой шейки выполнен поясок.
Снимаем две заглушки головки блока цилиндров и корпуса подшипников распределительных валов. Чтобы вынуть гидротолкатель из гнезда головки блока цилиндров, ветошью протираем торец толкателя…
…и с помощью присоски (можно использовать присоску для крепления автоаксессуаров к ветровому стеклу)…
…вынимаем гидротолкатель. При извлечении гидротолкателя магнит лучше не использовать во избежание намагничивания деталей толкателя и «прилипания» к ним железосодержащих продуктов износа. Перед сборкой очищаем привалочные поверхности головки блока цилиндров, корпуса подшипников и крышки головки блока цилиндров от остатков старого герметика и масла. Смазываем моторным маслом опорные шейки и кулачки распределительных валов и укладываем валы в опоры головки блока цилиндров. На привалочную поверхность корпуса подшипников валов, сопрягающуюся с головкой блока цилиндров, наносим фланцевый герметик типа Локтайт № 574 жгутиком толщиной около 2 мм.
Места нанесения герметика на корпус подшипников
Устанавливаем корпус подшипников по центрирующим штифтам и равномерно затягиваем болты крепления крестнакрест, начиная от средних опор. Запрессовываем новые сальники распределительных валов (см. «Замена сальников распределительных валов»). С другой стороны головки блока цилиндров оправкой запрессовываем заглушки. Дальнейшую сборку проводим в обратной последовательности. Перед установкой крышки головки блока цилиндров наносим на ее поверхность, сопряженную с корпусом подшипников, фланцевый герметик типа Локтайт № 574.
Места нанесения герметика на крышку головки блока цилиндров
источник